

Triangulácia v metrológii
Overený princíp s budúcnosťou
V metrológii majú najvyššiu prioritu presnosť a spoľahlivé výsledky. Iba tak je možné garantovať, že súčasti spĺňajú kvalitatívne aj bezpečnostné normy. Triangulácia, čiže meranie vzdialenosti výpočtom uhlov na základe trojuholníkov, je metóda merania, ktorou možno zaznamenať povrchy objektov. Na tejto stránke sa dozviete, ako sa triangulácia používa v metrológii a čo je metóda projekcie štruktúrovaného svetla a metóda svetelného rezu.
Metóda triangulácie v skratke
V metrológii sa metóda triangulácie používa na meranie objektov pomocou jednotlivých laserových bodov a línií alebo, ako na obrázku vyššie, pomocou celých svetelných vzorov. Jedna alebo viac kamier so senzormi zaznamenáva uhol, pod ktorým sa svetlo odráža od objektu, alebo deformáciu svetelných vzorov na povrchu, ako aj jas a vzdialenosť. Takto vyžarovanie svetla a meranie uhlov vytvárajú komplexný celkový obraz povrchu meraného objektu.
Triangulácia sa už v 17. storočí používala v Európe a Amerike, avšak len pri vymeriavaní pozemkov. Odtiaľ tento princíp pochádza. Pri vymeriavaní pomocou triangulácie sa oblasť rozdelí na trojuholníky s cieľom zmerať vzdialenosť. Pre trojuholníky stačí poznať uhly a základňu, aby sa chýbajúce dĺžky dali ľahko vypočítať trigonometriou.
Dnes sa princíp triangulácie používa ďaleko za hranicami zememeračstva, napríklad vo fotogrametrii alebo 3D skenovaní. V metrológii sa triangulácia používa hlavne na kontrolu súčastí. Na tento účel existujú dve rôzne metódy triangulácie:
- Projekcia štruktúrovaného svetla (pruhová projekcia)
- Laserová triangulácia (triangulácia metódou svetelného rezu)
Laserová triangulácia pracuje s jediným laserovým bodom alebo líniou, ktorá sa odráža od meraného objektu a následne je detegovaná senzormi. Princíp projekcie štruktúrovaného svetla spočíva v premietaní veľkého svetelného vzoru na meraný objekt. Jedna alebo viac kamier so senzormi zachytí tvar svetelného vzoru, ktorý sa na povrchu objektu deformuje. Obe metódy sa v metrológii používajú často; v závislosti od meracej úlohy je vhodnejší jeden alebo druhý princíp merania. Ponorte sa hlbšie do 3D triangulácie s laserom a pruhovej projekcie a nájdite správnu metódu pre váš projekt.
Ako funguje projekcia štruktúrovaného svetla?
Pri triangulácii s pruhovou projekciou sa na kontrolovaný objekt postupne premietajú rôzne svetelné vzory vo forme pruhov alebo bodov, aby sa presný tvar zmapoval v 3D modeli. Na tento účel sa na rovný povrch nasmeruje projektor a vedľa neho aspoň jedna kamera so senzormi, zvyčajne však dve. Kamery poznajú vzdialenosť medzi sebou a povrchom, ako aj uhol, pod ktorým je svetelný vzor premietaný na objekt. Na spustenie merania s projekciou štruktúrovaného svetla sa testovaný objekt umiestni na povrch. Svetelné vzory sa premietajú na objekt a deformujú sa na základe tvaru povrchu. Tieto zmenené bodové alebo pruhové vzory sú detegované kamerami, čím poskytujú informácie potrebné na výpočet vzdialenosti od každého bodu na povrchu v zornom poli. Výsledkom je takzvané mračno bodov (STL sieť), t.j. presný obraz meraného objektu zložený z mnohých malých meracích bodov.
Svetlo používané na snímanie s pruhovou projekciou môže byť modré alebo biele. Väčšinou sa však používa modré svetlo, aby sa znížil vplyv difrakcie a okolitého svetla na meranie. Povrch, na ktorý je cieľ umiestnený, je zvyčajne čierny, aby sa zabránilo odrazom svetla.


Na čo sa dá použiť metóda pruhovej projekie?
Vďaka vysokej rýchlosti snímania, najmä pri súčasnom zachytení mnohých meraní, je projekcia štruktúrovaného svetla veľmi vhodná pre priemyselné kontrolné úlohy, ako napríklad:
- Kontrola tvaru, polohy a kontúr
- Porovnanie plôch, porovnanie nominálnej a skutočnej hodnoty
- Kompletnosť
- Pozícia súčastí v zostavách
- Umiestnenie rezu
Princíp projekcie štruktúrovaného svetla sa často používa aj vo forenzných vedách, pretože je vhodný aj pre tie najmenšie objekty. Pruhová projekcia je skôr nevhodná pre merané objekty, ktoré sú priehľadné alebo silne reflexné.
Výhody a nevýhody projekcie štruktúrovaného svetla
Výhody projekcie štruktúrovaného svetla:
- Plošné 3D informácie s konštantným rozlíšením
- Vysoká hustota meracích bodov
- Vysoká rýchlosť merania
- Flexibilné a prenosné usporiadanie merania
Nevýhody projekcie štruktúrovaného svetla
- Vyššie nároky na projekčnú technológiu
- Priesvitné alebo reflexné povrchy môžu vyžadovať predbežnú úpravu
- Okolité svetlo môže merania ovplyvniť
- Drsné povrchy sťažujú meranie vzdialenosti laserovým bodom (laserové línie nie sú ovplyvnené)
Ako funguje triangulácia s metódou svetelného rezu?


Usporiadanie pre meranie metódou svetelného rezu, ktorá tiež vychádza z triangulácie, je podobné ako pri projekcii štruktúrovaného svetla. Meraný objekt je umiestnený na rovný povrch, zvyčajne otočný stôl, a nad ním je projektor a kamera alebo senzor. Tieto tri body tvoria triangulačný trojuholník, ktorý možno použiť na vykonanie výpočtov. Avšak na rozdiel od pruhovej projekcie, kde sa na cieľ premieta vzor pruhov alebo bodiek, triangulácia s laserom používa iba jediný laserový bod alebo líniu. Rozhodujúcim faktorom tu nie je priama deformácia svetla na povrchu, ale odraz svetla. Povrch meraného objektu odráža premietnutú laserovú líniu alebo bod v smere kamery. Kamera deteguje odraz a na základe uhla odrazu vypočíta vzdialenosť od každého bodu v zornom poli.
Pretože laserová línia alebo bod zachytia len časť objektu a nie celý povrch v jednom snímku ako pri projekcii štruktúrovaného svetla, je nutné pohybovať buď meraným objektom, alebo senzormi. Pre trianguláciu metódou svetelného rezu je preto nevyhnutná stabilná meracia inštalácia, aby bola zabezpečená vysoká presnosť merania.
Na čo sa dá použiť laserová triangulácia?
Pomocou meracieho princípu laserovej triangulácie je možné vykonávať veľmi presné merania v najmenších mikrometrových rozsahoch. Ale ani väčšie vzdialenosti nie sú pri triangulačnej metóde svetelného rezu problém. Preto je táto triangulačná metóda obľúbenou meracou metódou v priemyselných výrobných procesoch. Môže sa použiť na kontrolu kvality, meranie profilu a kontúr, ako aj na stanovenie hrúbky materiálu, vibrácií a vzdialeností. Pomocou laserovej optickej triangulácie je možné včas odhaliť chybné objekty a odstrániť ich z výrobných procesov na opravu alebo recykláciu. Pre lesklé kovy je meranie laserovou trianguláciou zvyčajne lepšie ako meranie pruhovou projekciou. Pri meraní pomocou pruhových vzorov by odraz mohol spôsobiť chybné signály, zatiaľ čo postup s laserom pracuje práve s týmto odrazom. Pri meraní trianguláciou by však mohli spôsobiť problémy príliš lesklé povrchy. Princíp laserovej triangulácie sa často používa aj v obalovom a drevospracujúcom priemysle, logistike, medicínskej technike a vo výrobe elektroniky.
Laserová triangulácia pracuje s modrým alebo červeným laserovým svetlom. Červené svetlo preniká do meraného objektu, zatiaľ čo modrý laser vytvára ostrý bod alebo líniu na povrchu. Modrý laser môže navyše poskytnúť presné výsledky pri žeravých objektoch, keďže červené senzory sú rozžeravenými kovmi rušené a poskytujú falošné signály. Pri tmavých povrchoch môžu červené lasery využiť svoju výhodu, pretože poskytujú vyššiu intenzitu svetla. Drsné povrchy sa tiež merajú červeným laserom pomocou triangulácie, modré svetlo je vhodnejšie pre hladké povrchy.
Výhody a nevýhody 3D laserového skenovania
Výhody laserových skenerov:
- Nezávislosť od okolitého osvetlenia
- Vysoká presnosť merania
- Vysoká rýchlosť merania
- Hlava senzora môže byť namontovaná na existujúce meracie systémy, napr. na súradnicový merací stroj
- Možnosť merať lesklé kovy
Nevýhody laserových skenerov:
- Možná strata rozlíšenia v dôsledku laserovej granulácie a pohybu
- Žiadna spoľahlivosť procesu, pretože merania sú závislé od teploty
- Veľmi lesklé alebo priesvitné objekty sa ťažko merajú
Najvyššia presnosť triangulačnej metódy so senzormi ATOS
S triangulačnými senzormi ATOS môžete vykonávať mimoriadne presné merania a získať spoľahlivé výsledky. Dve kamery a projektor umožňujú meranie s metódami projekcie štruktúrovaného svetla a svetelného rezu.
3D digitalizátory ATOS ponúkajú jednu špeciálnu funkciu: Pravý a ľavý triangulačný senzor možno použiť samostatne v kombinácii s projektorom. Vďaka tomu je možné jedným skenom zachytiť tri rôzne pohľady na meraný objekt. To môže ušetriť veľa času, pretože počet jednotlivých skenov sa výrazne zníži, aj pri zložitých súčastiach.
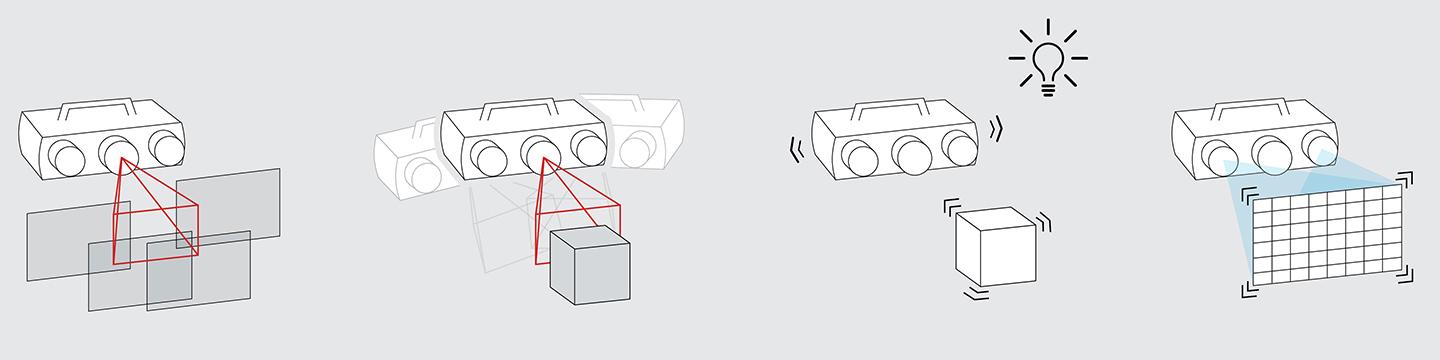
Ďalšou výhodou tejto metódy Triple Scan je nadmerné určenie (over-determination). Vďaka zachyteniu súčasti dvoma kamerami súčasne sa zozbiera viac informácií, ako by bolo potrebné na mapovanie 3D modelu. Viac dát znamená vyššiu presnosť. Zisťuje sa pohyb senzora a meraného objektu, zmeny prostredia, kontroluje sa presnosť transformácie a v reálnom čase sa sleduje poloha 3D senzora. Vďaka tomu je možné vykonávať merania s maximálnou presnosťou a zvýšiť spoľahlivosť procesu. Nasledujúca grafika zobrazuje proces Triple Scan s nadmerným určením prostredníctvom senzorov ATOS.

Pri projekcii štruktúrovaného svetla pracujú triangulačné senzory ATOS s Blue Light Technology: úzko-pásmové modré svetlo z projekčnej jednotky umožňuje skeneru vykonávať presné merania bez ohľadu na okolité svetelné podmienky a dokonca aj na lesklých povrchoch. Vďaka komplexnému fungovaniu triangulačných senzorov sa vytvorí presný obraz objektu.
Pri meraní s pruhovou projekciou sa na meraný objekt premieta štruktúrovaný pruhový vzor. Kódovaný pruhový vzor sa počas snímania rýchlo mení a je ľudským okom takmer neviditeľný. Tu prichádza do hry funkcia pruhových svetelných senzorov. Dva triangulačné senzory detegujú meniace sa pruhy a pomocou rovníc optickej transformácie vypočítavajú 3D súradnice pre každý pixel kamery. Milióny meracích bodov s najjemnejšími detailmi sú takto zachytené bezkontaktne v priebehu niekoľkých sekúnd. Softvér senzora automaticky vytvorí mračno bodov s vysokým rozlíšením, ktoré predstavuje presný obraz meraného objektu.
Neporaziteľné: Meranie zložitých objektov s ATOS a TRITOP
S výkonnou kombináciou senzorov ATOS a fotogrametrického meracieho systému TRITOP nie sú problémom ani kontroly veľkých a zložitých objektov. TRITOP sa používa na meranie referenčných bodov na súčasti, zatiaľ čo ATOS používa referenčné body na automatickú transformáciu jednotlivých meraní. Výsledkom je veľmi vysoká presnosť a prekrývajúce sa merania možno z veľkej časti vynechať. Táto neporaziteľná kombinácia je obzvlášť užitočná pri kontrole prvého výrobku, výrobe nástrojov a automobilových karosérií. Aj vy môžete využiť výkonnú kombináciu ATOS a TRITOP pri svojich zložitých procesoch merania.