

Tvárnenie plechov
Procesy, aplikácie, zabezpečenie kvality
Tvárnenie plechov sa dá využiť v rôznych priemyselných odvetviach. Používajú sa rôzne počítačom riadené výrobné postupy. Tieto výrobné postupy sú optimálne prispôsobené rôznym materiálom, hrúbkam materiálu a ďalším dôležitým faktorom.
Tvárnenie plechov: definícia a všeobecné informácie
Tvárnenie plechov zahŕňa výrobné procesy, pri ktorých sa tvárnenie vykonáva bez zmeny hmotnosti, objemu a zloženia materiálu. Tvárnením sa však mení povrch a vlastnosti obrábaných kovov. V závislosti od štruktúry mriežky to môže viesť k pohybujúcim sa dislokáciám (transláciám) alebo ku vzniku dvojčiat. Polotovary sa pomocou cieleného pôsobenia sily tvarujú z plochého plechu do konečnej podoby. Výsledkom je často mierna pružná deformácia (spätné odpruženie). Procesom tvárnenia plechov je možné vyrábať širokú škálu rôznych súčastí. Tieto súčasti majú hmotnosť od niekoľkých stoviek gramov až po niekoľko ton.


Tvárnenie sa zvyčajne vykonáva pomocou špeciálnych elektronicky riadených strojov, ako sú lisy, ohýbačky a buchary. Mnohé z nich sú v závislosti od integrovaného nástroja vhodné pre viacero výrobných procesov. Najčastejšie používané materiály pri tvárnení plechov sú oceľ, meď, hliník, zliatiny hliníka a zliatiny medi (zliatina na tvárnenie). Tvárnenie sa rozlišuje podľa
- teplôt, ktoré pri ňom vznikajú na tvárnenie za tepla, za poloohrevu a za studena
- typu obrobku na tvárnenie plechov (plošné tvarovanie) a objemové tvárnenie
- typu mechanického namáhania v súlade s normou DIN 8582
- tvárnenie ťahom (dĺžky, hĺbky, šírky)
- tvárnenie tlakom (voľné tvárnenie, valcovanie)
- tvárnenie ťahom a tlakom (hlboké ťahanie)
- tvárnenie šmykom (napr. posúvanie, krútenie)
- ohýbanie (ohraňovanie, voľné ohýbanie)
Okrem toho existujú špeciálne postupy pre tvárnenie plechov, ako je kalenie pod lisom a Flexform. Pre tvárnenie plechov sa zvyčajne používajú rovné plechy, ktoré sa spracúvajú hlavne tvárnením za studena. Trojrozmerné a veľké, ťažké polotovary sa upravujú objemovým tvárnením. Pri tomto procese sa používa tvárnenie za studena alebo za tepla. Výrobné procesy bežne používané na tento účel sú ohýbanie, valcovanie či pretláčanie.
Existujú rôzne postupy tvárnenia plechu, ktoré sa môžu použiť v závislosti od zaťaženia obrobku. Jednou z možností je tvárnenie ťahom a tlakom (DIN 8584), pri ktorom sa súčasne vytvára tlakové a ťahové zaťaženie s rôznymi smermi pôsobenia. Veľmi dôležitou podskupinou je hlboké ťahanie. V tomto procese sa ploché plechy ťahajú do dutých foriem na výrobu dutých telies, ako sú plechovky, prilby a diely karosérií. Pri tvárnení ťahom (DIN 8585) sa ťahovým napätím plechy naťahujú a duté telesá rozširujú. Ohýbanie (DIN 8586) sa vykonáva predovšetkým samotným ohýbaním. Otáčavé ohýbanie využíva rotačný pohyb upnutého nástroja, voľné ohýbanie využíva priamočiary pohyb upnutého nástroja. Pri valcovaní sa kov tvárni rotujúcimi valcami.


Pri šmykovom tvárnení (tvárnenie spôsobené prevažne šmykovým napätím, DIN 8587) nástroj vykonáva buď rotačný pohyb, alebo priamočiary pohyb. Krútenie sa používa na výrobu vrtulí a vrtákov, posúvanie sa používa na výrobu kľuk. Tlakové tvárnenie (DIN 8583) sa vykonáva napríklad ako valcovanie (výroba plechov a dosiek) alebo voľné tvárnenie (voľné kovanie). V závislosti od použitého procesu tvárnenia plechov sa zmena tvaru dosiahne buď špeciálnymi pohybmi nástroja (ohýbanie), alebo tým, že následný tvar vzniká v nástroji ako negatív (zápustkové kovanie, valcovanie).
Tvárnenie plechov je ideálne pre veľkovýrobu. Forma avšak nie je vyrobená z polotovaru so stopercentnou presnosťou. Na získanie presného hotového dielu sa obrobok musí dodatočne spracovať, napríklad brúsením. Väčšina procesov tvárnenia plechov dosahuje presnosť medzi IT16 a IT12. Presné procesy dokonca umožňujú presnosť IT8 alebo IT6. Metóda nazývaná Flexform (fluid cell forming, tvárnenie pomocou kvapaliny s membránou) je obzvlášť hospodárna, rýchla a všestranná metóda tvárnenia plechov. Preto sa používa na malosériovú výrobu a vývoj prototypov. Fluid cell lisy sa používajú na výrobu komponentov pre letecký priemysel, automobilový priemysel a ich dodávateľov.
Plechy určené na spracovanie majú hrúbku od 0,1 mm do viac ako 16 mm. Tieto špeciálne lisy s nízkou údržbou a jednoduchou obsluhou umožňujú mimoriadne dobrú reguláciu tlaku pri malých obrobkoch a výrazné zníženie potreby ručného dodatočného opracovania. Niektoré vysokorýchlostné fluid cell lisy vyrábajú až 120 dielov za hodinu. Pomocou flexformingu je možné vyrobiť aj zložité geometrie s nízkymi toleranciami a bezchybným povrchom pomocou jedinej formy.
V porovnaní s reznými procesmi ponúka tvárnenie kovu výhodu optimálneho využitia materiálu: Nevzniká žiaden kovový odpad. Okrem toho má obrobok štruktúru vlákien vhodnú pre použitie. Pri rovnakej hmotnosti to vedie k ťahaným dielom a iným súčastiam s vysokou pevnosťou a zaťažiteľnosťou. Naopak pri frézovaní je štruktúra vlákien citlivá na napätie, pretože frézovanie vytvára v súčasti mnoho drobných zárezov. Tvárniace nástroje sú výhodné len pre veľkosériovú výrobu. Pre jednotlivé diely a malé série je možné využiť ekonomickejšie frézovanie.
Metódy tvárnenia plechov a ich výhody a nevýhody
Tvárnenie za studena sa vykonáva pod rekryštalizačnou teplotou. Pri tvárnení za poloohrevu sa príslušný obrobok zahreje na teplotu, ktorá je tiež nižšia ako rekryštalizačná teplota (600 až 950 °C). Tvárnenie za tepla sa vykonáva zahrievaním materiálu tak, aby bola prekročená rekryštalizačná teplota.
Tvárnenie za studena spôsobuje, že materiál je pevnejší, čo umožňuje jeho presnejšie obrobenie. Vďaka špeciálnej štruktúre vlákien je hotový diel odolný voči vysokému mechanickému namáhaniu, čím je ideálny na výrobu bezpečnostných súčastí v leteckom a automobilovom priemysle. Tvárnenie za poloohrevu kombinuje výhody oboch metód. Používa sa na výrobu výkovkov z oceľových zliatin, u ktorých nie je možné použiť tvárnenie za studena. Tieto diely majú nízke rozmerové tolerancie, homogénny povrch materiálu, len mierne okoviny a niekedy aj náročnejšie geometrie.
Tvárnenie za tepla (kovanie za tepla) je veľmi energeticky náročná metóda, ktorá je vhodná na tvárnenie rôznych kovov. Táto technika tvárnenia vedie k teplotám medzi 1100 °C (oceľové zliatiny) a 1300 °C (železo). Tieto teploty spôsobujú drsný povrch. Po ochladení obrobku dochádza k zmršťovaniu materiálu. Pri tvárnení za tepla obrobok nemusí byť nevyhnutne zahrievaný. V závislosti od kovu môže stačiť dokonca aj izbová teplota.
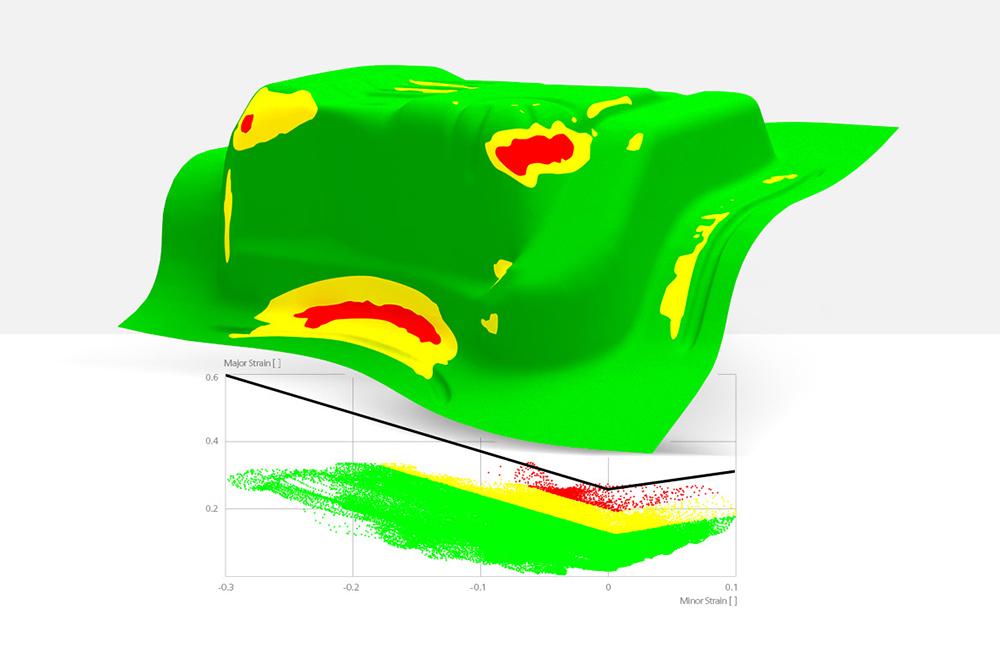
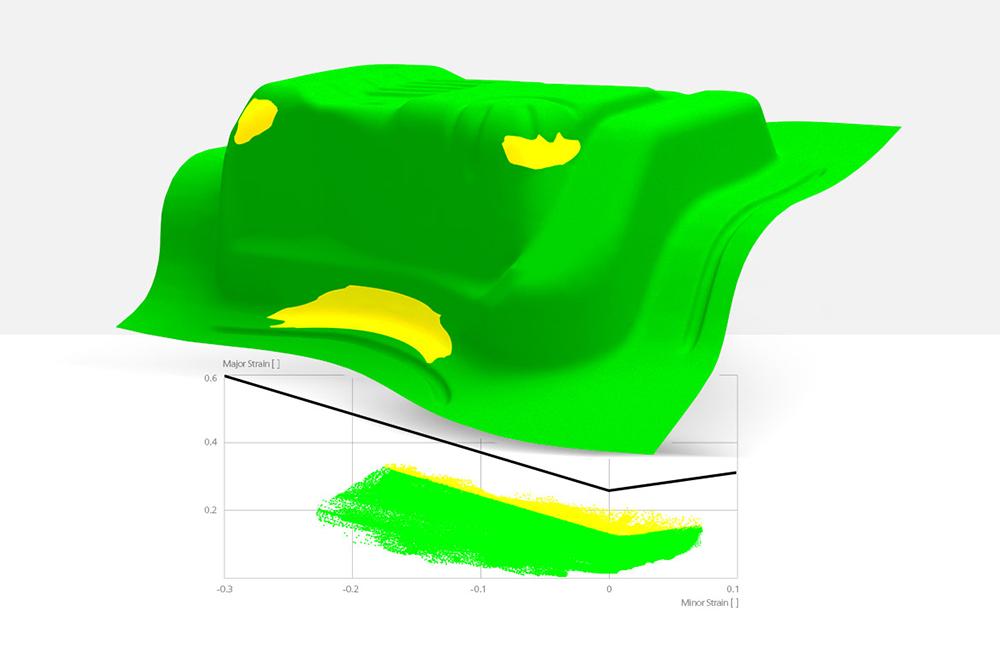
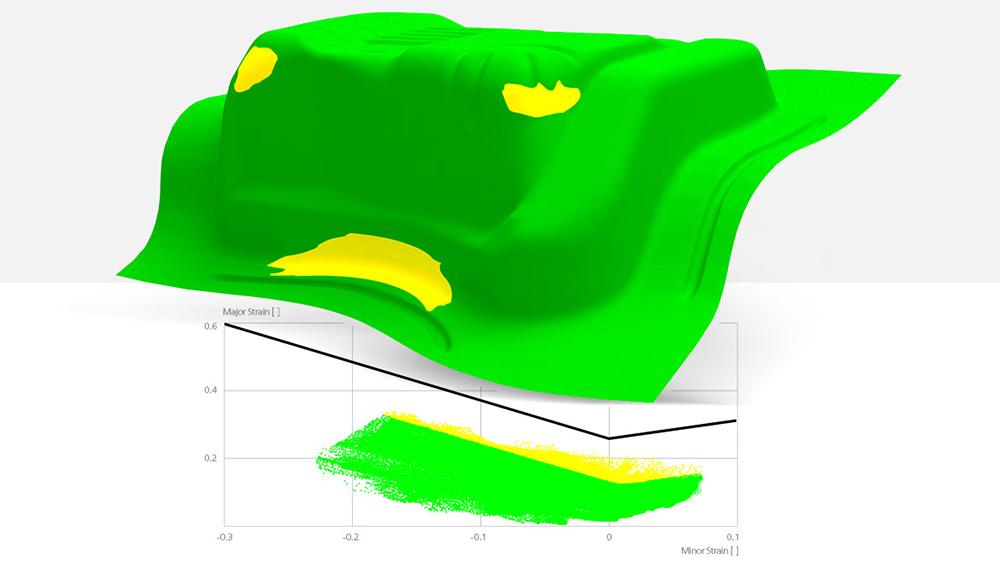
Tvárnenie plechov a simulačný softvér
Moderná technika tvárnenia, podobne ako iné výskumné oblasti, využíva simulácie. Na to sa používajú rôzne softvérové programy. Tie vizuálne reprodukujú tvárnenie kovov, robia výpočty a vizualizujú výsledky. Vďaka integrovanému digitálnemu plánovaniu procesov je možné presne predpovedať možné chyby a zlepšiť technické postupy a využitie materiálu. Simulačný softvér skúma tvárnenie plechov z hľadiska kvality, funkčnosti, nákladov a času spracovania a získané výsledky vyhodnocuje. Používateľ sa tiež dozvie, ako upraviť návrh tak, aby spĺňal požiadavky na kvalitu.





Ktoré odvetvia využívajú tvárnenie plechov?
Tvárnenie plechov sa používa takmer vo všetkých výrobných odvetviach: Automobilový priemysel ho používa na výrobu vysoko odolných dielov karosérií, ako sú blatníky, kapoty a dvere vozidiel. V potravinárskom priemysle sa pomocou techník tvárnenia vyrábajú konzervové plechovky. Používajú sa aj na výrobu komponentov, ako sú krídla a vrtule pre letecký a kozmický priemysel. Dodávatelia domácich spotrebičov tiež využívajú rôzne procesy tvárnenia plechov. Hotové plechové diely používajú vo svojich kuchynských digestoroch, umývadlách a mrazničkách. Okrem toho sa tvárnenie plechov používa napríklad v konštrukcií prístrojov, zariadení, elektrotechnike, farmaceutickom a zdravotníckom priemysle či v meracej a riadiacej technike. Vetracia, klimatizačná a komunikačná technika tiež využívajú tieto metódy.
Čo je potrebné dodržať pri ohýbaní plechov
Pri ohýbaní plechov pôsobí sila rovnomerne lineárne alebo bodovo. Miera deformácie závisí od sily tohto ohybového momentu. Raziace stroje, zakružovačky a ohraňovacie lisy umožňujú rôzne typy ohýbania. Pri lise na ohýbanie tlačí nástroj s určitou silou nadol na plech. V mieste kontaktu pôsobí rovnako silná sila v opačnom smere. Dvojica síl musí pôsobiť tak silno, aby bol plech následne trvalo zmenený. Na to musí priemyselný používateľ vedieť, do akej miery je možné daný kovový materiál zaťažiť a ako sa pri pôsobení sily správa. Na trvalú deformáciu musí pôsobiaca sila prekročiť rozsah pružnej deformácie.
Dôležitú úlohu zohráva aj zloženie materiálu a pevnosť v ťahu. Pevnosť v ťahu nesmie byť prekročená, aby nedošlo k poškodeniu materiálu. Na výpočet potrebnej lisovacej sily je potrebné poznať dĺžku ohranenia. Tá sa zvyšuje úmerne s dĺžkou ohybu. Okrem toho je potrebná hrúbka materiálu, uhol ohybu a smer valcovania. Väčšia hrúbka materiálu všeobecne vyžaduje väčší polomer ohybu. Ak nástroj nedosiahne minimálny polomer ohybu, obrobok sa môže zlomiť, jeho vonkajšok môže prasknúť a na vnútornej strane môžu vzniknúť vrásky.

